Keeping your world up and running®
圧縮空気の漏えいを可視化。

カーボンニュートラル実現に向けて、省エネ対策と
超音波カメラの活用
5月13日(金)10:00~11:00に開催されるウェビナーでは、「カーボンニュートラルにおける省エネルギー対策と超音波カメラの活用」をテーマに、工場などの製造現場における圧縮空気システムを対象として、省エネルギーポイントの発掘から効率的で効果的な進め方を解説します。
そのゲスト講師を務める、一般財団法人 省エネルギーセンター 省エネ技術本部 副本部長で工学博士の藤林晃夫氏は、同センターにおいて省エネルギーの普及・促進を担い、さまざまな企業や組織、研究所などに対して、費用の圧縮・削減やエネルギーの効率的な利活用提案を行っているといいます。
ここでは、省エネルギーのひとつである「圧縮空気の省エネルギー」について、その背景や診断方法、エネルギーロスによる経済損失などについてうかがいました。
■省エネルギーと信頼性維持につながるエアー漏れ対策
コンプレッサによって作り出される圧縮空気は、さまざまな工場で風圧洗浄やシリンダの動力などとして、随所で活用されています。
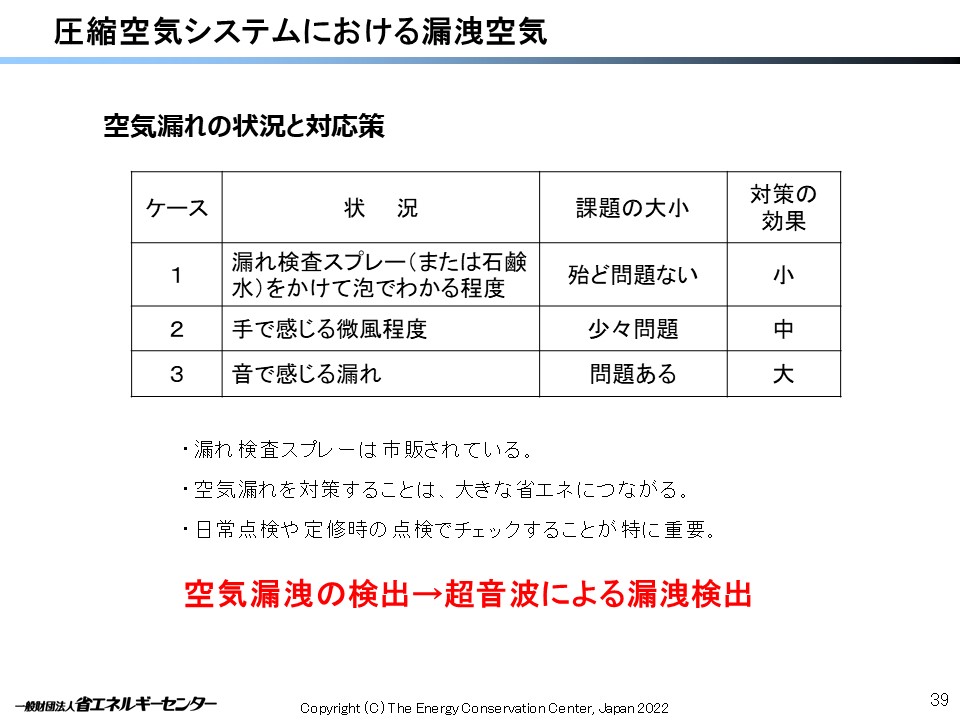
しかし、圧縮空気を末端まで送る間に、配管の損傷や継手部分でのエアー漏れが発生すると、本来求められる所期の機能を維持できなくなってしまいます。エアー漏れ部分からは音も出ますので、すぐに気付けば対応処置もできるのですが、可聴域を超える周波数だったり、周囲の騒音でかき消されたりで容易には気付けません。そのような環境下での利用が多いことから、漏れの箇所を探し当てるには大変に苦労するといいます。
「空気」ということで見過ごされがちですが、圧縮するためには回転機械であるコンプレッサに多くのエネルギーが必要となり、省エネルギーに逆行する事態を引き起こすことにもなります。
また、エアー漏れは費用だけの問題にとどまらず、必要な圧力が供給されていないことで均一性を欠くことになり、最終的には製品の信頼性低下を引き起こす恐れすらあります。
このようなエアー漏れを生じたとき、ユーザーとしてはコンプレッサの劣化を疑うことが多いようですが、藤林氏は、「実はコンプレッサの性能はそんなに変わっていることはなく、漏れが増えてしまっているに過ぎません」と、装置自体ではなく圧縮空気を送る経路での問題を指摘します。
その上で、「急に動かなくなったり、動作不良が出たが何も替えていないということから、漏れが増えていたと考えられます。それが原因で圧力が下がることがありますので、まずはエアー漏れを見つけて対応することが必要」と説きます。
ただし、適切にメンテナンスされていたり、始業時に作業員が配管や継手などをすべてチェックするというような体勢で、常に良い状態をキープしている工場では、損失を低く抑えられているという事実もあるとしました。
■カーボンニュートラルに向けた対策
コンプレッサで圧縮空気を作るには、多大な費用がかかります。実際に、1立米の空気を1分間に送るには約2円ほどかかり、例えば37 kwタイプのコンプレッサを年間8000時間稼働したとすると、電気代は560万円以上になります。しかも、ここで示した37kW・50馬力タイプのコンプレッサは、標準より少し大きい程度のものです。
これを、中小企業のある工場を例に当てはめ、1立米2円から年間どれくらいの損失が発生しているかというと、概ね25万円くらいが想定でき、積み上げると大体100万円ほどのムダが発生していることになります。
年間の電気代に対して、1割ほどがエネルギーロスになっている計算になり、とても大きな数字といえます。このことからも、圧縮空気に関して、コンプレッサの使い方や施策を講じて効率的に稼働させようとしていますが、省エネルギーを考えるとエアー漏れをなくすことが最初のステップで、作った圧縮空気を100%利用できるような状態にすることが重要になります。
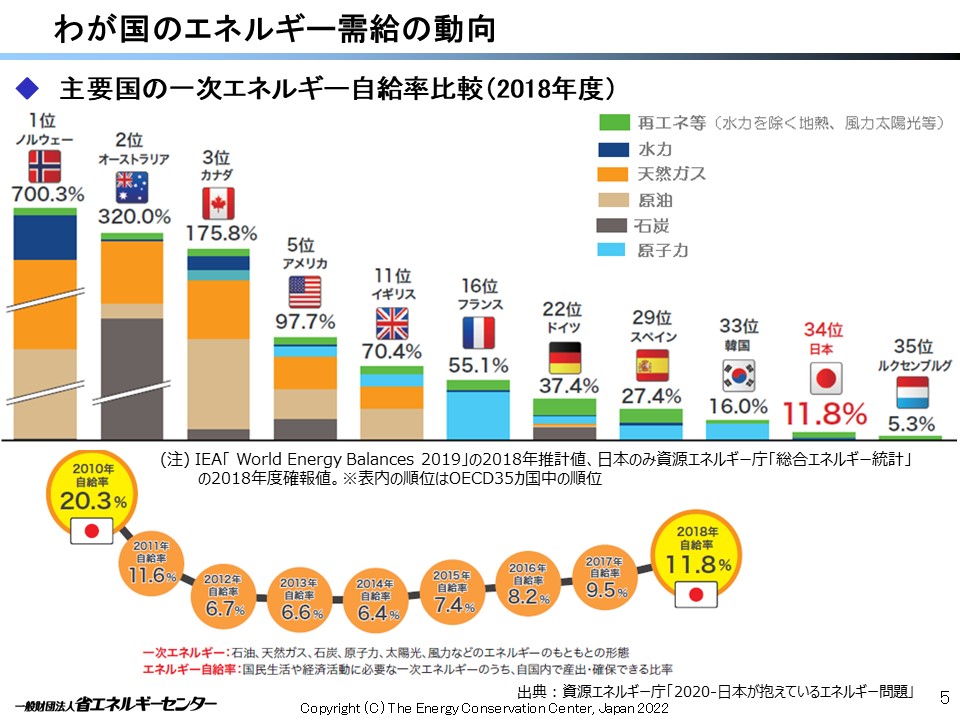
現在、全世界的に「カーボンニュートラル」の動きがありますが、日本のエネルギー総量に関しては、GDP が2.6倍になっているのに対して、エネルギー使用量は0.8倍で推移していることから、日本は省エネルギーを推進しながら産業を育成し、競争力も維持してきたことが明らかです。このことは、日本はエネルギーを効率的に使用している証しになります。
ただ、エネルギーの自給率が20%と低いことは一つの懸念として残ります。他国を見ると、自国以上にエネルギーを供給しています。
そこで、2050年に向けて、「なるべく少ないエネルギーで競争力を持たせること」と、「エネルギーの自給率を上げること」が必要と藤林氏。
太陽光や風力など、日本の中でも手に入れられる自国のエネルギーに置き換えていくということが重要な課題といいます。
よく言われるのは、「TCFD(気候関連情報開示)」「SBT(科学的な中長期目標)」「RE100(再エネ電力100%)」で、それが中小企業にとってどういう意味があるかを考える必要があるとしています。
■超音波カメラによる診断メリット
藤林氏は、エアー漏れの相談を受けた事業者さんのところにうかがうとき、エアーが漏れていることを伝える手段として、最も手っ取り早く伝えられ重宝するのが「超音波カメラ」といいます。
超音波カメラには、「まだ対策していないので、早く見つけて対処したい」というニーズと、「常に良い状態にキープしたい」ユーザーからの「簡単に見つけられる方法はないのか」というニーズがあり、その両方のユーザーニーズに対応できるとしています。
超音波で測定して画面上で可視化できますので、空気の漏れが一目でわかり、しかも遠い箇所でもわかるだけではなく、その箇所の漏れの流量も計算できますので、損失額の大きい箇所から対策をとることができるといい、「漏れ量と漏れている箇所の両方が、確認できるということは、とても優れています」とメリットを挙げています。
さらに、「実際に音だけを頼りにしても、人間の感覚では流量まではわかりませんので、漏れ箇所が多数ある場合、どこから対策を取ったらいいのか、しかも限られた予算の中でとなったときにも、どこから対策を始めればいいかが一目瞭然でわかり、計画が立てやすくなります」と、提案時の根拠としての活用にも言及しています。
手軽さもあり、工場に1台装備して有効活用することで、エネルギーと費用の削減が可能になると説くとともに、「どこで起こるかわからないエアー漏れを探し出すことができますので、省エネルギーを考えると欠かせない装置」と、そのメリットと必要性を挙げています。
【フルークセミナー】
カーボンニュートラルにおける省エネルギー対策と超音波カメラの活用について
藤林氏にご講演いただいたセミナーは絶賛アーカイブ配信中です。
本記事では触れることができなかった超音波カメラii900&ii910の製品詳細や、事例についてもフルークの営業担当がお話しさせていただきました。
是非、下記よりご登録の上、視聴ください。
Copyright ©1995 - 2022 Fluke Corporation